












| 品牌 : | 昂广 | 型号 : | HF-53T |
| 牌号 : | HF-53T | 产地 : | 上海 |
| 类型 : | 药芯 | 材质 : | 合金 |
| 助焊剂含量 : | 0.1 | 加工定制 : | 是 |
| 焊丝直径 : | 1.2 | 熔点 : | 220 |
| 长度 : | 1000 | 重量 : | 20 |
| 用途 : | 规范 | 工作温度 : | 220 |
| 焊接电流 : | 80-130 | 是否含助焊剂 : | 是 |
| 适用范围 : | 规范 |
HF-53T抗冲击耐磨焊丝
HF-53T抗冲击挤压耐磨焊丝HF-53T链轮耐磨焊丝 气保堆焊焊丝
型号:HF-53T
规格:1.2 1.6 2.0
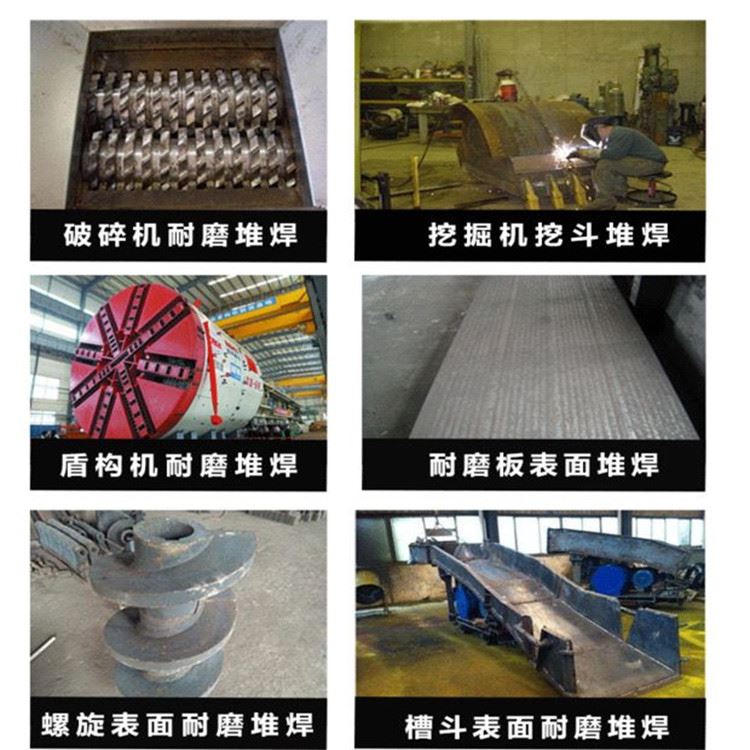
应用范围:矿用链轮堆焊修复焊接材料。
40CrNiMoA钢的参考化学成分(质量分数,%)
C Si Mn Cr Ni Mo S P
0.37—0.44 0.17—0.37 0.50—0.80 0.6—0.9 1.25 0.15—0.25 ≤0.025 ≤0.025
堆焊熔敷金属的参考化学成分(质量分数,%)
C Si Mn Cr W Mo V Ti S P 其它 其余
0.3 0.7 0.8 5.5 3.0 1.3 0.3 少量 ≤0.02 ≤0.02 ≤1.0 Fe
1、焊前准备 将矿用废旧链轮轴组返回后行拆解,对磨损链轮进行质量评估检测,主要进行表层裂纹检测、检测内部缺陷等,然后将链轮磨损部位疲劳层加工掉,将链轮整体预热,温度为250—350度,保温4h热透后待焊。
2、堆焊工艺及参数 采用富气体保护焊,用HF-53T堆焊焊丝逐层进行堆焊,层间温度控制在180度±10度,堆焊时用风镐捶击清渣,消除焊接应力,焊接电流为350,电弧电压为31V。
3、焊后回火处理 堆焊完成后将工件整体回火,温度为250-350度,保温4h后随炉冷却至室温,待机械加工。
4、焊后加工 将堆焊后的链轮按尺寸要求编制加工程序,用高硬度冷却加工刀具加工成形。





 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang
 angguang
angguang










