-
¥10.00/片
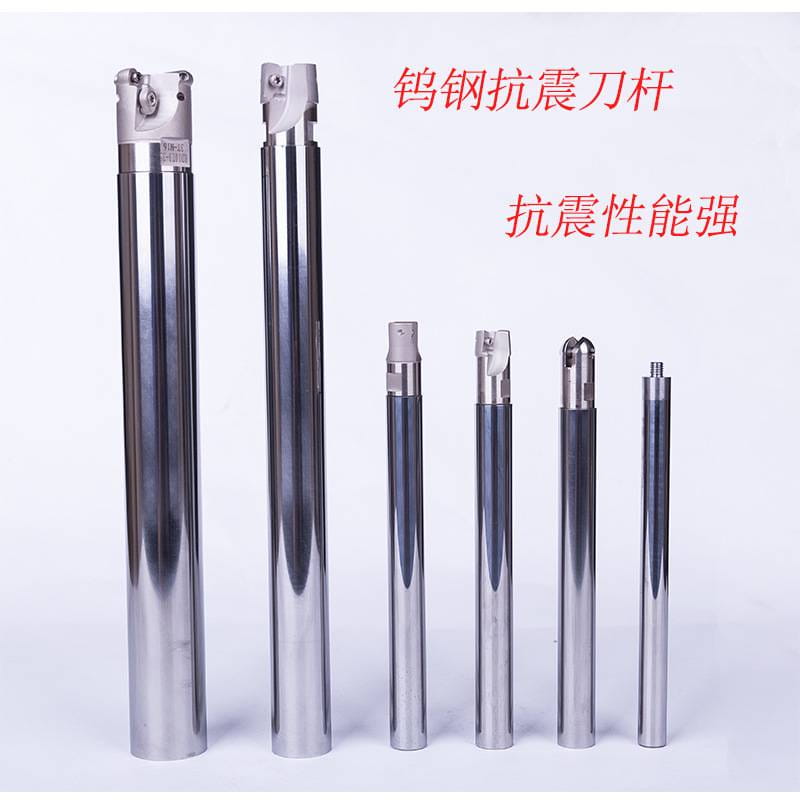
- 铣刀杆 300R数控立铣刀杆 1135刀杆 10/11/12/14/16/17/20/21R0.8铣
-
2023-09-07
911
- 品牌:/
- 起订:1片
- 总量:1000片
-
济宁市裕泽工业科技有限公司
共94款产品
- 进店
| 产品特性 : | 铣刀杆 | 品牌 : | / |
| 型号 : | 1135 | 材质 : | 钨钢 |
| 类型 : | / | 是否进口 : | 否 |
| 球头直径(mm) : | 1 | 倒角角度 : | 1 |
| 中心 小切削直径(m : | 1 | 轮廓半径(mm) : | 1 |
| 切削直径(mm) : | 2 | 切深 : | 3 |
| 周边有效切削刃数 : | 2 | 功能长度(mm) : | 4 |
| 螺旋角 : | 5 | 柄部形式 : | 1 |
| 柄部直径(mm) : | 2 | 制式 : | 1 |
| 有用长度(mm) : | 2 | 系列 : | 1 |
| 切削刃形式 : | 1 | 槽数 : | 1 |
| 刃长 : | 1 | 刃径 : | 1 |
| 柄径 : | 2 | 全长 : | 2 |
| 是否涂层 : | 涂层 | 适用机床 : | 车床 |
| 加工范围 : | 1 | 规格(直径*全长) : | 1 |
| 切削直径(mm) : | 1 |
折叠铣刀的装夹
加工中心用铣刀大多接纳弹簧夹套装夹方式,使用时处于悬臂形态。正在铣削加工过程中,有时可能出现铣刀从刀夹中逐步伸出,以致完整?失落,以致工件报废的景象,其缘由一般是由于刀夹内孔与铣刀刀柄外径之间存正在油膜,形成夹紧力不敷所致。铣刀出厂时一般都涂有防锈油,假如切削时使用非水溶切削油,刀夹内孔也会附着一层雾状油膜,卖刀柄和刀夹上都存正在油膜时,刀夹很难牢固夹紧刀柄,正在加工中铣刀就造成松动和失落。所以正在铣刀装夹前,应先将铣刀柄部和刀夹内孔用清洗液清洗洁净,擦干后再进行装夹。
当铣刀的直径较大时,即使刀柄和刀夹都很干净,还是可能发生失刀事故,这时应选用带削平缺口的刀柄和相应的侧面锁紧方式。
铣刀夹紧后可能出现的另一问题是加工中铣刀正在刀夹端口处折断,其缘由一般是由于刀夹使用时间过长,刀夹端口部已磨损成锥形所致,此时应更换新的刀夹。
折叠铣刀的振动
由于铣刀与刀夹之间存正在微小间隙,所以正在加工过程中刀具有可能出现振动景象。振动会使铣刀圆周刃的吃刀量不均匀,且切扩量比原定值增大,影响加工精度和刀具使用寿命。但当加工出的沟槽宽度偏小时,可以有目的地使刀具振动,经过增大切扩量来获得所需槽宽,但这种情况下应将铣刀的振幅正在0.02mm以下,否则无法进行稳定的切削。正常加工中铣刀的振动越小越好。
当出现刀具振动时,应考虑降低切削速度和进给速度,如两者都已降低40%后仍存正在较大振动,则应考虑减小吃刀量。
如加工零碎出现共振,其缘由可能是切削速度过大、进给速度恰恰小、刀具零碎刚不敷、工件装夹力不敷以及工件外形或工件装夹要领等要素所致,此时应接纳调解切削用量、添加刀具零碎刚度、进步进给速度等措施。

折叠铣刀的端刃切削
正在模具等工件型腔的数控铣削加工中,当被切削点为下凹部分或深腔时,需加长铣刀的伸出量。假如使用长刃型铣刀,由于刀具的挠度较大,易孕育发生振动并导致刀具折损。因此正在加工过程中,假如只需刀具端部相近的刀刃参加切削,则选用刀具总长度较长的短刃长柄型铣刀。正在卧式数控机床上使用大直径铣刀加工工件时,由于刀具自重所孕育发生的变形较大,更应非常注重端刃切削超卓出现的标题。正在务必使用长刃型铣刀的情况下,则需大幅度降低切削速度和进给速度。
折叠切削参数的选用
切削速度的挑选主要取决于被加工工件的材质;进给速度的挑选主要取决于被加工工件的材质及铣刀的直径。国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。但切削参数的选用同时又受机床、刀具零碎、被加工工件外形以及装夹方式等多方面要素的影响,应凭据实践情况适卖调解切削速度和进给速度。
当以刀具寿命为优先考虑要素时,可适当降低切削速度和进给速度;当切屑的离刃情况欠好时,则可适当增大切削速度。
折叠切削方式的挑选
接纳顺铣有益于防御刀刃掩护,可进步刀具寿命。但有两点需求注重:
①如接纳普通机床加工,应想法消弭进给机构的间隙;
②当工件外貌残留有铸、锻工艺组成的氧化膜或其它硬化层时,宜接纳逆铣。
折叠编辑本段材料要求
折叠铣刀切削部分材料的基本要求
1)高硬度和耐磨性:在常温下,切削部分材料必须具备足够的硬度才能切入工件;具有高的耐磨性,刀具才不磨损,延长使用寿命。
2)好的耐热性:刀具在切削过程中会产生大量的热量,尤其是在切削速度较高时,温度会很高,因此,刀具材料应具备好的耐热性,既在高温下仍能保持较高的硬度,有能继续进行切削的性能,这种具有高温硬度的性质,又称为热硬性或红硬性。
3)高的强度和好的韧性:在切削过程中,刀具要承受很大的冲击力,所以刀具材料要具有较高的强度,否则易断裂和损坏。由于铣刀会受到冲击和振动,因此,铣刀材料还应具备好的韧性,才不易崩刃,碎裂。


-
免责声明:
以上所展示的铣刀杆 300R数控立铣刀杆 1135刀杆 10/11/12/14/16/17/20/21R0.8铣供应信息由济宁市裕泽工业科技有限公司自行提供,铣刀杆 300R数控立铣刀杆 1135刀杆 10/11/12/14/16/17/20/21R0.8铣信息内容的真实性、准确性和合法性由发布企业济宁市裕泽工业科技有限公司负责,工品联盟网仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站信息涉嫌抄袭侵权/违法违规内容,请联系举报,一经查实,本站将立刻删除。
工品联盟网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
-
友情提示:
本网站仅作为用户寻找交易对象,就产品和服务的交易进行协商,以及获取各类与贸易相关的服务信息平台。为保障您的利益,避免产生购买风险,建议您在购买相关产品前务必确认供应商的资质及产品质量,优先选择认证VIP会员产品进行在线担保交易。过低的价格、夸张的描述以及私人银行账户转账等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈。
您尚未登录,点击登录后可查看企业联系方式
点击登录>推荐产品
-

-
BZA1系列矿用隔爆型控制按钮开关
¥10.00
-

-
数控铣刀杆 R0.8立铣刀 BAP300R-12-13-150L-2T APMT1135
¥10.50
-

-
直角方肩铣刀杆 圆鼻铣刀杆BAP400R 钨钢加硬抗震
¥30.00
-

-
PIB400智能起动器启动器保护器 煤矿用开关保护器
¥335.00
-

-
穿孔机 DX703电动升降电火花穿孔机 数控电火花小孔机
¥24000.00
-

-
300R立铣刀 数控铣刀杆R0.8合金刀片钨钢抗震CNC铣床开粗直角刀杆
¥10.00
-

-
木工多能磨刀机 立铣刀磨刃机 刨刀修边刀木工刃磨机
¥7000.00
-

-
矿用JAB-IV起动器智能综合保护装置
¥506.00
-
-
铣刀杆 300R数控立铣刀杆 1135刀杆 10/11/12/14/16/17/20/21R0.8铣
¥10.00
-
-
高光铝用铣刀 镜面55钨钢铣刀 3刃加长铝合金专用铣刀 铜立铣刀
¥7.00
-

-
电火花线切割机 火花机机床 精密电火花打孔机
¥1500.00
-

-
KLBH-F电动机智能保护器(原SDB-F)矿用起动器综合保护装置
¥329.00
- 更多分享
- 您正在分享
铣刀杆 300R数控立铣刀杆 1135刀杆 10/11/12/14/16/17/20/21R0.8铣
- 扫一扫访问当前网页