











| 品牌 : | 伊尔玻 |
只要再进行一次对刀操作,数控系统就会自动把测得的新的刀片偏置值与其初始刀片偏置值进行比较计算,并将需要进行补偿的误差值自动补入刀补存储区中,无锡光学对刀仪。当然,如果换了新的刀片,再对其重新进行对刀,所获得的偏置值就应该是该刀片新的初始刀片偏置值了。 对刀仪的作用1、在±X,无锡光学对刀仪、±Z及Y轴五个方向上测量和补偿刀偏值在五个方向上进行刀偏值的测量和补偿,可以有效地消除人工对刀产生的误差和效率低下的问题。不管是采用何种切削刀片(外圆、端面、螺纹,无锡光学对刀仪、切槽、镬孔还是车削中心上的铣、钻削动力刀片),进行工件轮廓车削或铣削时,所有参与切削的刀尖点或刀片轴心线,都必须通过调整或补偿,使其精确地位于工件坐标系的同一理论点或轴心线上。

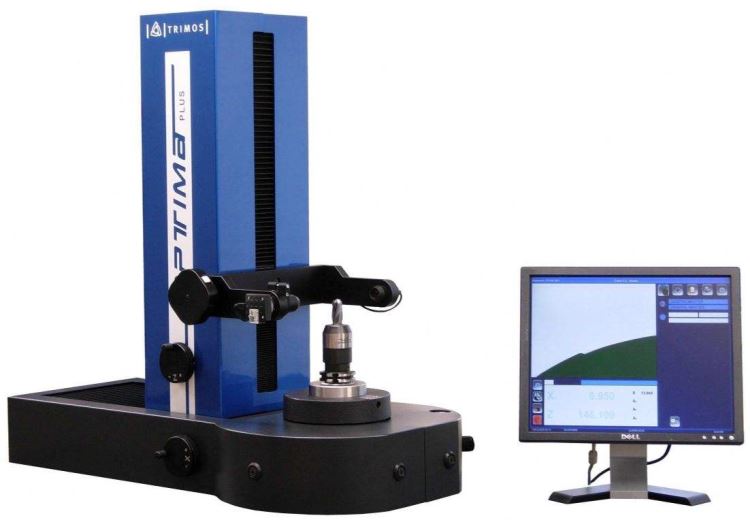
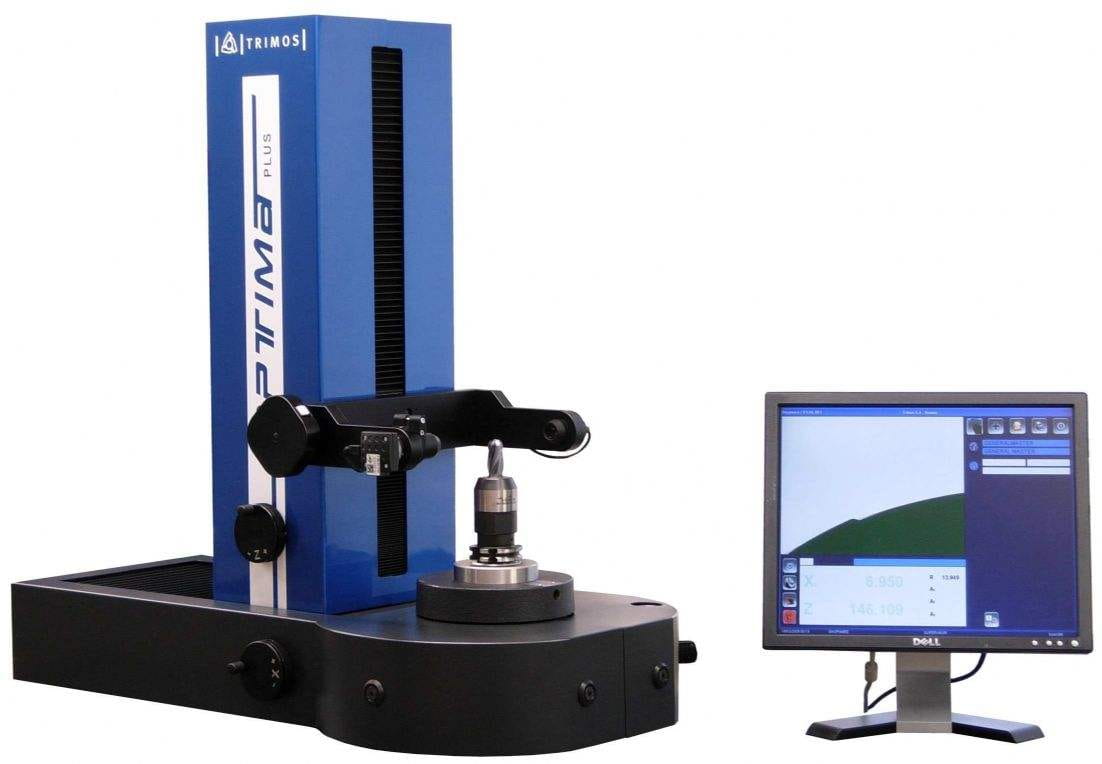
接触式对刀仪原理 基于线性工件原理,这款对刀仪可提供 小且没有侧向扭转的测量力。即使是 敏感易且直径 小的刀片,也可以实现高精度测量。内部使用微型光栅:1.无机械磨损2。长期使用中保持极高精度;其他产品机械式开关:1.测量时有机械磨损2.使用一段时间后精度下降。 德国波龙BLUM加工中心自动对刀仪使用方法: 1.对刀仪安全: 禁止对刀仪主体及底座进行敲打、撞击及移位等; 2.对刀仪数据: 使用对刀仪程序时相关数据是否输入正确? 3.对刀仪操作: 对刀仪执行对刀程序后禁止对操作系统进行无关指令和修改内部数据的操作。

对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。四面体探针是用于与刀片进行接触,并通过安装在其下的挠性支撑杆,把力传至高精度开关;开关所发出的通、断信号,通过信号传输接口器,传输到数控系统中进行刀片方向识别、运算、补偿、存取等。数控机床的工作原理决定,当机床返回各自运动轴的机械参考点后,建立起来的是机床坐标系。该参考点一旦建立,相对机床零点而言,在机床坐标系各轴上的各个运动方向就有了数值上的实际意义。





 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979










