











| 品牌 : | 伊尔玻 |
1、把对刀仪底座固定在工作台面上(工作台要清理干净,固定上后要把底座表面用千分表打平)。2、把对刀仪固定到底座上(同样要用千分表把接触面打平)。3、把线路走好,及用扎带扎好,不要有影响。4、对刀仪接线。5、安装一把平刀校正用,并测量出刀的长度(刀用端面比较平整的定位销或平时用的铣刀刀柄),深圳雷尼绍对刀仪厂家。6、把安装好的标准刀,装到主轴上。手动移动主轴到对刀仪上方,并慢慢调整X,Y轴使刀把大概在对刀仪中间,然后慢慢的下调Z轴,使其触发对刀仪信号。(快要触发信号时,使用 小倍率向下走,深圳雷尼绍对刀仪厂家,来回触发几次,***定在触发位置,深圳雷尼绍对刀仪厂家,即刚刚触发为红色的位置,触发状态是对刀仪灯由绿色变为红色)。

机床热变形引起的刀偏值变动量的补偿 机床在工作循环过程中,产生的各种热量,导致机床的变形特别是丝杠的热伸长,使刀尖位置发生的变化,其结果是加工工件的尺寸精度会受到影响。在机床上安装对刀仪,上述问题可迎刃而解。无非是把这种由热变形产生的刀尖位置变化,视为刀片的磨损值,通过对刀仪来测量这种刀片偏置值,即可解决。机床热变形引起的刀偏值变动量的补偿 机床在工作循环过程中,产生的各种热量,导致机床的变形特别是丝杠的热伸长,使刀尖位置发生的变化,其结果是加工工件的尺寸精度会受到影响。在机床上安装对刀仪,上述问题可迎刃而解。无非是把这种由热变形产生的刀尖位置变化,视为刀片的磨损值,通过对刀仪来测量这种刀片偏置值,即可解决。

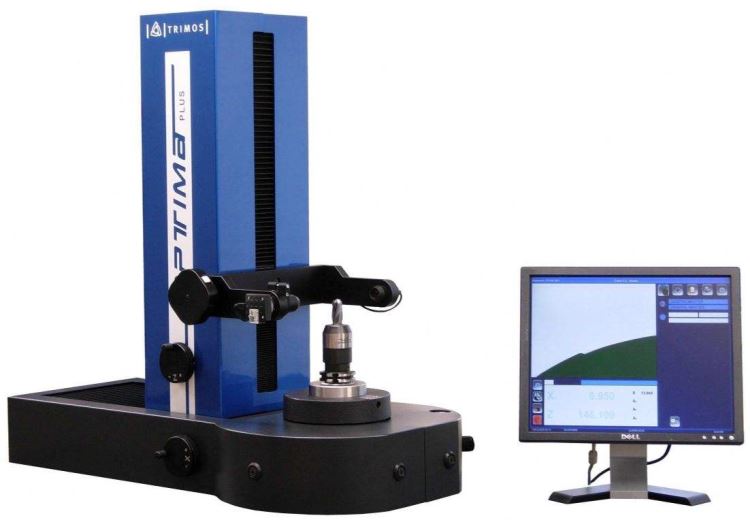
在工件的加工过程中,工件装卸、刀片调整等辅助时间,占加工周期中相当大的比例,对刀仪其中刀片的调整既费时费力,又不易准确,***还需要试切。统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。因此,对刀仪便显示出极大的优越性。 对刀仪主要由刀尖接触传感器、摆臂及驱动装置等组成,具有对刀和刀片补偿的功能 。对刀仪的对刀臂规格适用于选择6~24in的卡盘,配有的刀方为16、20、25、32、40、50mm刀片的探针。






 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979
 a13940036979
a13940036979










